
Leave a message




 High Quality
High Quality  Mature Technical
Mature Technical  Safe and
Safe and 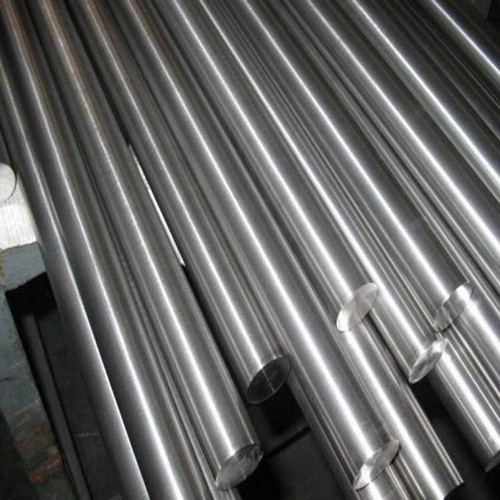
El vástago del pistón cromado se procesa mediante laminado en caliente o en frío, esmerilado, pulido y cromado. Porque la capa superficial tiene tensión de compresión residual en la superficie, lo que ayuda a sellar las pequeñas grietas en la superficie y dificulta la expansión de la erosión. Por lo tanto, se puede mejorar la resistencia a la corrosión de la superficie y se puede retrasar la generación o expansión de grietas por fatiga, mejorando así la resistencia a la fatiga del vástago del cilindro.
A través del perfilado, se puede lograr un endurecimiento por trabajo en frío. Se forma una capa en la superficie del vástago del pistón cromado, lo que reduce la deformación elástica y plástica de la superficie de contacto del par de rectificado, mejorando así la resistencia al desgaste de la superficie del vástago del cilindro y evitando quemaduras causadas por el rectificado. Después del laminado, el valor de rugosidad de la superficie del vástago del pistón cromado se reduce, lo que puede mejorar las propiedades de ajuste. Al mismo tiempo, se reduce el daño por fricción al anillo de sellado o al sello cuando se mueven el vástago del cilindro y el pistón, y se mejora la vida útil general del cilindro de aceite.
El proceso de laminación es un medida de proceso de alta eficiencia y alta calidad. Ahora, el efecto de laminación se demuestra tomando como ejemplo el cabezal de laminación de corte marca Mirror Doctor de 160 mm de diámetro (barra hueca cromada CK45). Después del laminado, la rugosidad de la superficie del vástago del cilindro se reduce de Ra3.2-6.3um antes del laminado a Ra0.4-0.8um, la dureza de la superficie del vástago del cilindro aumenta en aproximadamente un 30% y la resistencia a la fatiga superficial del El vástago del cilindro aumenta en un 25%. Se incrementa de 2 a 3 veces y el proceso de laminación es aproximadamente 15 veces más eficiente que el proceso de molienda. Los datos anteriores muestran que el proceso de laminación es eficiente y puede mejorar en gran medida la calidad de la superficie del vástago del cilindro.
COMPOSICIÓN QUÍMICA(%) | ||||||||||
| ||||||||||
Calidad de acero | C% | Mn% | Si% | S% | < p>P% | V% | Ni% | Cr% | Mo% | Cu% |
0,42-0,50 | 0,50-0,80 | 0,17-0,37 | ≤0,035 | ≤0,035 | / | ≤0,25 | ≤0,25 | / | ≤0.25 | |
ST52 | ≤0,22 | ≤1,6 | ≤0,55 | ≤0,04 | ≤0,04 | 0,02-0,15 | / | / | / | / |
20MnV6 | 0,17-0,24 | 1,30 -1,70 | 0,10-0,50 | ≤0,035 | ≤ 0,035 | 0,10-0,20 | ≤0,30 | ≤0,30 | / | ≤0,30 |
| < p>42CrMo4 | 0,38-0,45 | 0,5-0,8 | 0,17-0,37 | ≤0,035 | ≤0,035 | 0,07-0,12 | ≤0,03 | 0,90-1,20 | 0,15-0,25 | ≤0,03 |
40Cr | < td>0,50-0,80 | 0,17-0,37 | ≤0.035 | ≤0.035 | / | ≤0,30 | 0,80-1,1 | / | ≤0.03 | |
PROPIEDADES MECÁNICAS | |||||
| |||||
| Material | Resistencia a la tracción | Límite elástico | Elogación | CHARPY | < p>CONDICIÓN |
CK45 | 610 | 355 | 15 | >41J | Normalizado |
CK45 | 800 | < p>540 | 20 | >41J | Q+ T |
ST52 | 500 | < p>355 | 22 |
| Normalizado |
20MnV6 | 750 | 590< /p> | 12 | >41J | Normalizado < /td> |
42CrMo4 | 980 | 850 | 14 | >47J | Q+T < /td> |
40Cr | 1000 | 800 | 10 |
| Q+T |
CONDICIÓN DE SUMINISTRO | < td>|
ESPESOR DEL CROMO | 20 a 30 micras |
RUGOSIDAD SUPERFICIAL | Ra≤0,2 micrones y Rt≤2 micros |
TOLERANCIA EN EL DIÁMETRO | ISO f7 en el diámetro |
OVALIDAD | La mitad de la tolerancia ISO f7 |
| < p>RECTIFICACIÓN | ≤0,2 MM/M |
SUPERFICIE ENDURECIDA < /td> | 850-1150 HV(vickers 100 g) |
COHESIÓN | Sin fisuras, roturas o desprendimientos tras choque térmico (calentamiento a 3200 grados centígrados y enfriamiento en agua) |
POROSIDAD | Prueba según ISO 1456/1458 y evaluación de resultados según ISO 4540 calificación 8-10 |
CORROSIÓN RESISTENCIA | Prueba en niebla salina natural según ASTM B117-120horas |
Evaluación de resultados < /p> | según ISO4540 CLASIFICACIÓN 7-10 |
Soldadura | < td>|
EMBALAJE | Aceite antioxidante para aplicar sobre el material y cada varilla se empaquetará en papel funda |
CERTIFICADO | Todos los certificados relacionados con el material se requiere tratamiento térmico y revestimiento |






Payment methods we support
















Copyright 2009-2024 Shandong Kuaima Steel Co., Ltd. Reservados todos los derechos
鲁ICP备xxxxxxxx号 Sitemap













 Quote Online
Quote Online Contact Us
Contact Us