
Leave a message




 High Quality
High Quality  Mature Technical
Mature Technical  Safe and
Safe and 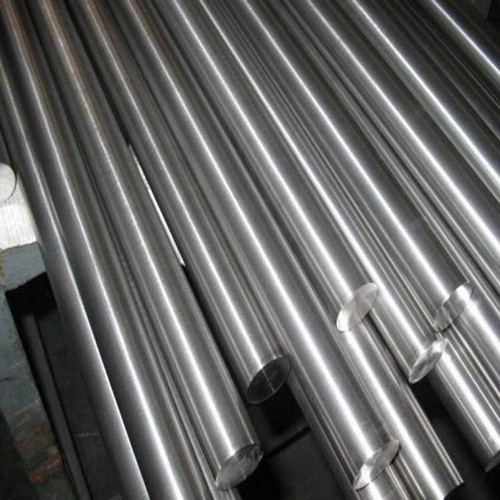
Хромированный шток поршня обрабатывается методом горячей или холодной прокатки, шлифования, полировки и хромирования. Потому что поверхностный слой имеет остаточное сжимающее напряжение на поверхности, что помогает закрыть крошечные трещины на поверхности и препятствует расширению эрозии. Таким образом, можно улучшить коррозионную стойкость поверхности и замедлить образование или расширение усталостных трещин, тем самым улучшая усталостную прочность штока цилиндра.
Благодаря профилированию валками происходит холодное упрочнение. На поверхности штока цилиндра образуется хромированный слой, который снижает упругую и пластическую деформацию контактной поверхности шлифовальной пары, тем самым повышая износостойкость поверхности штока цилиндра и позволяя избежать ожогов при шлифовании. После прокатки значение шероховатости поверхности хромированного штока поршня уменьшается, что может улучшить свойства фитинга. В то же время уменьшается повреждение уплотнительного кольца или уплотнения при трении при движении штока цилиндра и поршня, а общий срок службы масляного цилиндра увеличивается.
Процесс прокатки представляет собой высокоэффективное и качественное измерение процесса. Теперь эффект прокатки доказан на примере режущей прокатной головки марки Mirror Doctor диаметром 160 м (хромированный полый стержень CK45). После прокатки шероховатость поверхности штока цилиндра снижается с Ra3,2-6,3 мкм перед прокаткой до Ra0,4-0,8 мкм, твердость поверхности штока цилиндра увеличивается примерно на 30%, а усталостная прочность поверхности Шток цилиндра увеличен на 25%. Она увеличивается в 2-3 раза, а процесс прокатки примерно в 15 раз эффективнее процесса шлифования. Приведенные выше данные показывают, что процесс прокатки эффективен и может значительно улучшить качество поверхности штока цилиндра.
ХИМИЧЕСКИЙ СОСТАВ (%) | ||||||||||
| ||||||||||
Марка стали | C% | Mn% | Si% | S% | < p>P% | V% | Ni% | Cr% | Mo% | Cu% |
0,42-0,50 | 0,50-0,80 | 0,17–0,37 | ≤0,035 | ≤0,035 | / | ≤0,25 | ≤0,25 | / | ≤0,25 | |
ST52 | ≤0,22 | ≤1,6 | ≤0,55 | ≤0,04 | ≤0,04 | 0,02–0,15 | / | / | / | / |
20MnV6 | 0,17-0,24 | 1,30 -1,70 | 0,10-0,50 | ≤0,035 | ≤ 0,035 | 0,10–0,20 | ≤0,30 | ≤0,30 | / | ≤0,30 |
| < p>42CrMo4 | 0,38-0,45 | 0,5-0,8 | 0,17-0,37 | ≤0,035 | ≤0,035 | 0,07-0,12 | ≤0,03 | 0,90-1,20 | 0,15-0,25 | ≤0,03 |
40Cr | < td>0,50-0,80 | 0,17-0,37 | ≤0,035 | ≤0,035 | / | ≤0,30 | 0,80–1,1 | / | ≤0,03 | |
МЕХАНИЧЕСКИЕ СВОЙСТВА | |||||
| |||||
| Материал | Предел прочности на разрыв | Предел текучести | Элогация | CHARPY | < p>СОСТОЯНИЕ |
CK45 | 610 | 355 | 15 | >41Дж | Нормализованный |
CK45 | 800 | < p>540 | 20 | >41J | Q+ T |
ST52 | 500 | < p>355 | 22 |
| Нормализованный |
20MnV6 | 750 | 590< /p> | 12 | >41J | Нормализованный < /td> |
42CrMo4 | 980 | 850 | 14 | >47J | Q+T < /td> |
40Кр | 1000 | 800 | 10 |
| Q+T |
УСЛОВИЯ ПОСТАВКИ | < td>|
ТОЛЩИНА ХРОМА | 20–30 микрон |
ШЕРОХОВАННОСТЬ ПОВЕРХНОСТИ | Ra≤0,2 микрона и Rt≤2 микрона |
ДОПУСК ПО ДИАМЕТРУ | ISO f7 по диаметру |
ОВАЛЬНОСТЬ | Половина допуска ISO f7 |
| < p>ПРЯМОСТЬ | ≤0,2 ММ/М |
ЖЕСТКАЯ ПОВЕРХНОСТЬ < /td> | 850–1150 HV (виккерс 100 г) |
СЦЕПНОСТЬ | Никаких трещин, поломок и отслоений после термического удара (прогрев при градусов Цельсия и охлаждение в воде) |
ПОРИСТОСТЬ | Испытание в соответствии с ISO 1456/1458 и оценка результатов в соответствии с ISO 4540 рейтинг 8–10 |
КОРРОЗИЯ УСТОЙЧИВОСТЬ | Испытание в естественном солевом тумане в соответствии с ASTM B117 – 120 часов |
Оценка результатов < /p> | в соответствии с ISO4540 РЕЙТИНГ7-10 |
СВАРОЧНОСТЬ | < td>|
УПАКОВКА | Антикоррозийное масло для нанесения на материал и каждый стержень должен быть упакован в бумажный рукав |
СЕРТИФИКАТ | Все сертификаты, связанные с материалом требуется термообработка и покрытие |






Payment methods we support
















Copyright 2009-2024 Шаньдунская стальная компания Kuaima Steel Co.,Ltd. Все права защищены
鲁ICP备xxxxxxxx号 Sitemap













 Quote Online
Quote Online Contact Us
Contact Us