
Leave a message




 High Quality
High Quality  Mature Technical
Mature Technical  Safe and
Safe and 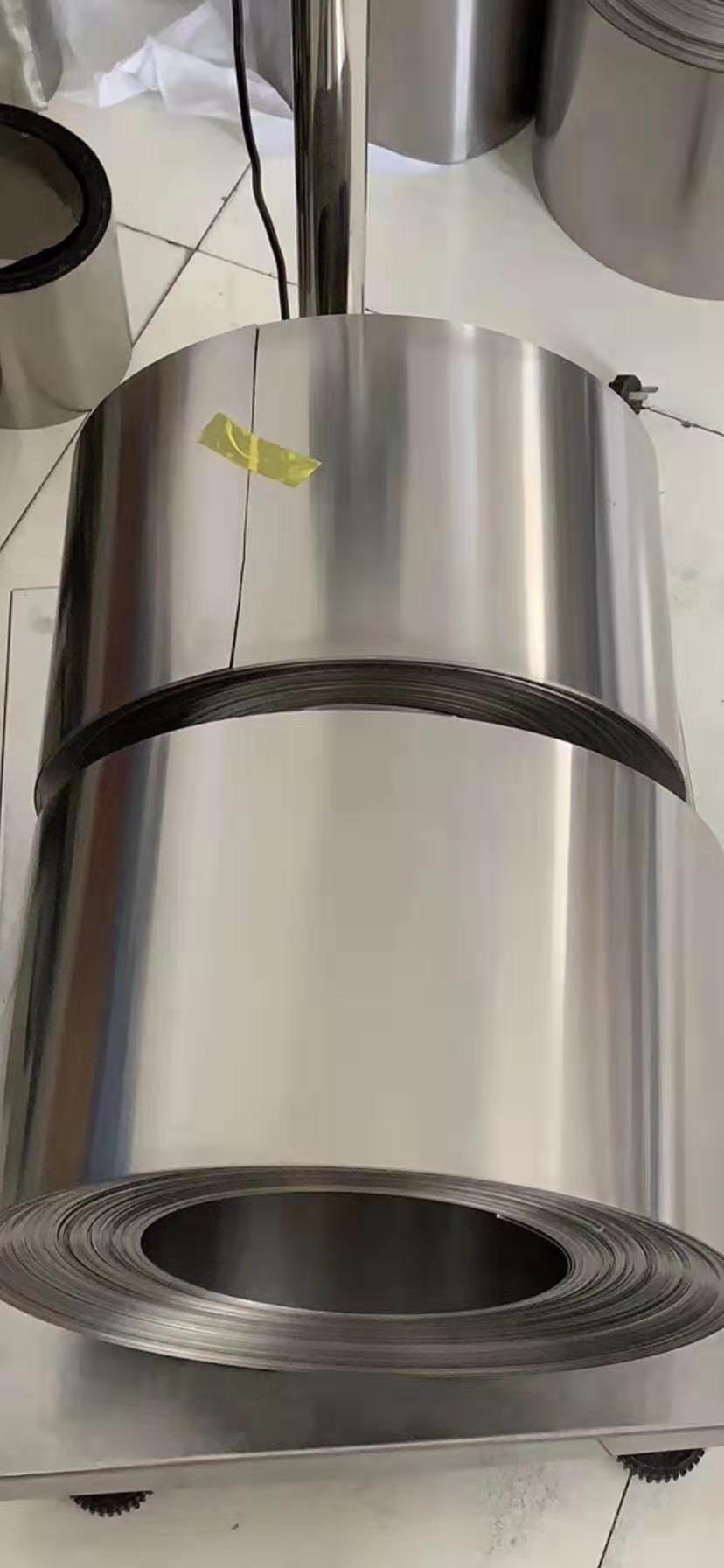
Процесс производства титановой фольги состоит из основного рабочего процесса, включающего горячую прокатку, холодную прокатку и вспомогательные рабочие процессы (травление, обезжиривание, термообработку и резку). Холоднокатаная титановая лента представляет собой исходную заготовку в процессе прокатки титановой фольги. После травления и отжига титановую полосу подвергают многократной холодной прокатке, при этом общая величина деформации всегда контролируется на уровне 20–40%. Современное оборудование, процесс прокатки, контроль процесса, контроль температуры и времени отжига обеспечили гладкость и чистоту поверхности титановой фольги, эффективно улучшили качество нашей продукции.
Применение
Используется при производстве голосовых диафрагм громкоговорителей, наполнителей внутри химического оборудования, медицинских имплантатов, производства прецизионных деталей и т. д.
Марка материала
Номер UNS | Номер UNS | ||||
Gr1 | UNS R50250 | CP-Ti | Gr11 | < p>UNS R52250 | Ti-0.15Pd |
Gr2 | UNS R50400 | CP-Ti | Gr12 | UNS R53400 | Ti-0.3Mo-0.8Ni |
Gr4 | UNS R50700 | CP-Ti | Gr16< /p> | UNS R52402 | Ti-0.05Pd |
Gr7 | UNS R52400 | Ti-0.20Pd | Gr23 | UNS R56407 | Ti-6Al-4V ELI |
Gr9 | UNS R56320 | Ti-3Al-2,5V | |||
Спецификация
Оценка | Статус | Спецификация | ||
Gr1,Gr2,Gr4,Gr5,Gr7,Gr9,Gr11,< /p> Gr12, Gr16, Gr23 | Горячекатаный(R) Холоднокатаный(Y) Отожженный(M) ) Обработка раствором (ST) | Толщина (мм) | Ширина (мм)< /p> | Длина (мм) |
0,01~0,1 | < td>≥500 | |||
Химический состав
Класс | Химический состав, мас.% (%) | ||||||||||||
C (≤) | O (≤) | Н (≤) | H (≤) | Fe (≤) | Al | V | Pd | Ру | Ни | Мо | Другие элементы Макс. каждый | Другие элементы Макс. всего | |
Гр1 | 0,08 | < p>0,18 | 0,03 | 0,015 | 0,20 | — | — | — | — | — | — | < p>0.1 | 0.4 |
Gr2 | 0,08 | 0,25 | 0,03 | 0,015 | 0,30 | — | — < /td> | — | — | — | — | 0,1 | 0,4 |
Gr4 | 0,08 | 0,25 | 0,03 | 0,015 | 0,30 | — | — | — | — | — | — | 0,1 | 0,4 |
Gr5 | 0,08 | 0,20 | 0,05 | 0,015 | 0,40< /p> | 5,5~6,75 | 3,5~4,5 | — | — | — | — | 0.1 | 0.4 |
Gr7 < /td> | 0,08 | 0,25 | 0,03 | 0,015 | 0,30 | — | — | 0,12~0,25 | — | 0,12~0,25< /p> | — | 0,1 | 0,4 |
Gr9 | 0,08 | 0,15 | 0,03 | 0,015 | 0,25 | < td>2,0~3,0 | — | — | — | — | 0,1 | 0,4 | |
Gr11 | 0,08 | 0,18 | 0,03 | 0,15 | 0,2 | — | — | 0,12~0,25 | — | — | — | 0,1 | 0,4 |
0,08 | 0,25 | 0,03 | 0,15 | 0,3 | — | — | — | — | < td>0,2~0,4 | 0,1 | 0.4 | ||
Gr16 | 0.08 | 0,25 | 0,03 | 0,15 | 0,3 | — | — | 0,04~0,08< /p> | — | — | — | 0.1 | 0.4 |
Gr23 | 0,08 | 0,13 | 0,03 | < td>0,25 | 5,5~6,5 | < p>3,5~4,5 | — | — | — | — | 0,1 | 0,1 < /td> | |
Допуск (мм)
| < p>Толщина | Допуск по толщине | Допуск по ширине | Длина допуск |
0,01~0,02 | ±0,003 | < td>±10,0 | |
0,03~0,05 | ±0,005 | ±0,5 | ±10,0 < /td> |
0,06~0,07 | ±0,007 | ± 0,5 | ±10,0 |
0,08~0,1 | < td>±0,5 | ±10,0 |






Payment methods we support
















Copyright 2009-2024 Шаньдунская стальная компания Kuaima Steel Co.,Ltd. Все права защищены
鲁ICP备xxxxxxxx号 Sitemap













 Quote Online
Quote Online Contact Us
Contact Us